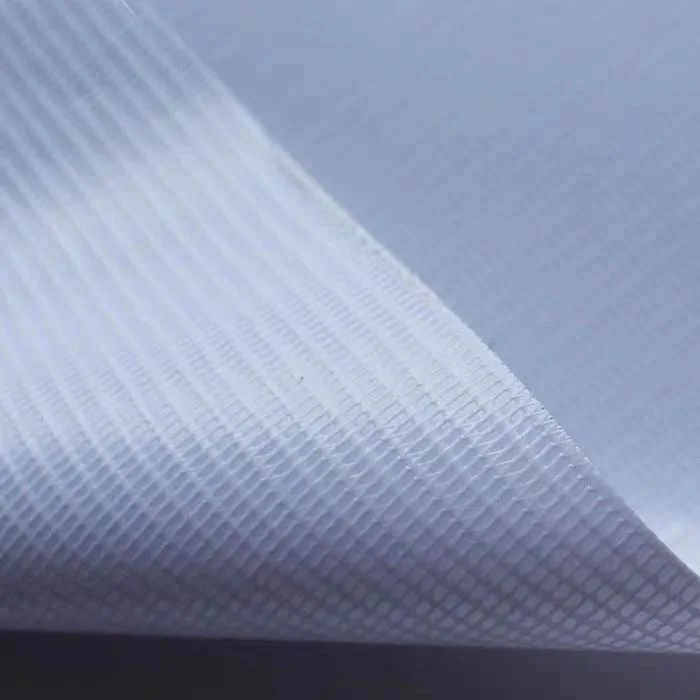
Najlepiej sprawdzające się OEM samoprzylepne naklejki naprawdę zależą od tego, jak dobrze różne części współpracują ze sobą jako całość systemu, a nie tylko od ich sąsiedztwa. Gdy producenci poprawnie dobrane są stosunki chemiczne między materiałem podkładowym, warstwą kleju oraz folią odklejającą, osiągają imponujące rezultaty. Wytrzymałość na odrywanie wzrasta w większości przypadków o około 40%, podczas gdy problemy z oddzielaniem się warstw w trudnych warunkach gwałtownie maleją. Weźmy na przykład kleje krzemionkowe w połączeniu z foliami poliolefinowymi – zachowują one około 98% pierwotnej przyczepności nawet po pięciu pełnych latach przebywania na słońcu. Z drugiej strony, gdy firmy łączą ze sobą materiały niekompatybilne, rozpad zachodzi znacznie szybciej – według badań terenowych nawet trzy razy szybciej. Poprawne dobranie tej równowagi ma kluczowe znaczenie podczas dynamicznych procesów produkcyjnych, w których etykiety są nakładane przez maszyny z prędkością błyskawicy. Poprawna integracja zapobiega powstawaniu uciążliwych pęcherzyków powietrza pod etykietą i przekłada się ostatecznie na wyższą ogólną jakość produktu.
Producenci samochodów potrzebują etykiet, które wytrzymują ekstremalne temperatury w komorach silnikowych sięgające około 150 stopni Celsjusza, nie tracąc przy tym czytelności. Jest to możliwe dzięki specjalnym powłokom ceramicznym na warstwach nośnych połączonym z klejami termoutwardzalnymi, które przeszły długotrwałe, 10 000-godzinne testy przyspieszonego starzenia, o których często wspomina się w kartach technicznych. W przypadku urządzeń medycznych sytuacja wygląda nieco inaczej. Tutaj kleje biokompatybilne muszą wytrzymać wielokrotne cykle procesów sterylizacji, takich jak sterylizacja tlenkiem etylenu, promieniowaniem gamma oraz sterylizacja w autoklawie, nie pozostawiając żadnych pozostałości i nie tracąc przyczepności. Takie etykiety muszą spełniać surowe wymagania FDA określone w rozdziale 21 CFR Part 801 dotyczącym trwałego oznaczania sprzętu medycznego. Producentom urządzeń elektronicznych stawiane są zaś zupełnie inne wyzwania. Szukają oni materiałów rozpraszających ładunki elektrostatyczne oraz posiadających ważną certyfikację UL 94 V-0 w zakresie odporności na płomień przy etykietowaniu baterii i komponentów. Zapewnia to zarówno ochronę przed wyładowaniami elektrostatycznymi (ESD), jak i zgodność z różnymi przepisami prawными. Analiza sposobów, w jakie różne branże walidują swoje materiały etykietowe, pokazuje, jak znaczny wpływ na kluczowe zastosowania w sektorach produkcyjnych ma rzeczywisty postęp nauki o materiałach.
Gdy chodzi o urządzenia medyczne i powierzchnie kontaktujące się z żywnością, zgodność z przepisami regulacyjnymi to coś, czego firmy nie mogą zignorować. FDA wydało surowe przepisy w ramach rozdziału 21 CFR część 801, które wymagają, aby etykiety przyczepiały się trwale nawet po procesach sterylizacji. W Europie producenci muszą przestrzegać przepisów unijnej regulacji MDR (EU MDR), która wymaga stosowania unikalnych identyfikatorów urządzeń w postaci skanowalnych macierzy danych. Należy również wziąć pod uwagę normę ISO 15223-1, która standaryzuje małe ikony umieszczane na opakowaniach, dzięki czemu wszyscy użytkownicy wiedzą, co należy zrobić, niezależnie od różnic językowych. Firmy pomijające te kroki często stają przed wysokimi sankcjami. Zgodnie z badaniami Instytutu Ponemon, koszt każdej reakcji wycofania produktu wynosi średnio około 740 000 USD. Sprytne dostawcy od samego początku wbudowują te wymagania regulacyjne w swoje materiały. Starannie dobierają kleje i podłoża etykiet, w pełni zdając sobie sprawę z tego, że próby naprawy problemów z etykietowaniem na późniejszym etapie produkcji prowadzą jedynie do marnowania czasu i środków finansowych.
Najnowsza generacja samoprzylepnych naklejek OEM nie służy już wyłącznie do etykietowania – pełni one rzeczywiście istotne funkcje w łańcuchach dostaw. Firmy farmaceutyczne zaczęły wprowadzać pasywne tagi RFID w całym zakresie operacji w łańcuchu chłodniczym, osiągając prawie doskonałe wskaźniki skanowania (około 99,8 %) podczas przechodzenia produktów przez bramy magazynowe. Tagi te znacznie ułatwiają i zwiększają wiarygodność śledzenia leków. W branżach szczególnie wrażliwych, takich jak produkcja elektroniki czy diagnostyka medyczna, specjalne warstwy mikroperforowane tworzą trwałe puste obszary za każdym razem, gdy ktoś próbuje zdjąć naklejkę, co pomaga zapobiegać próbom fałszowania. Cienkie czujniki warstwowe drukowane bezpośrednio na etykietach mogą ciągle monitorować zmiany temperatury lub narażenie na substancje chemiczne, przesyłając wszystkie te informacje bezpośrednio do baz danych kontrolnych jakości w czasie rzeczywistym. Organizacje prowadzące badania kliniczne, które wdrażają te inteligentne systemy etykietowania, często przygotowują się do audytów o około 30 procent szybciej niż wcześniej, przekształcając tym samym to, co dawniej było jedynie prostymi materiałami opakowaniowymi, w cenne narzędzia wspierające zgodność z przepisami regulacyjnymi.
Cyfrowe drukowanie UV LED eliminuje te stare, klasyczne wąskie gardła, z którymi mieliśmy do czynienia na co dzień — nie ma już potrzeby stosowania płyt ani matryc, a także nie trzeba czekać na przygotowanie maszyn. Drukując bezpośrednio na podłożach z wykorzystaniem technologii natychmiastowego utwardzania, czas produkcji skraca się o około 25%, a koszty spadają mniej więcej o 15% przy małych partiach liczących mniej niż 500 sztuk. Wykonanie zamówień w ciągu 48 godzin stało się obecnie praktycznie standardem dla prototypów, prób produkcyjnych oraz sezonowych kampanii marketingowych — bez konieczności spełniania minimalnych zamówień ani inwestycji w narzędzia. Funkcja zmiennych danych pozwala nam tworzyć unikalne numery seryjne na etykietach urządzeń medycznych oraz dostosowywać instrukcje do poszczególnych partii. Ponadto przemysłowe farby UV charakteryzują się dużą odpornością na warunki zewnętrzne oraz działanie chemikaliów. Skoro cyfrowe drukowanie obejmuje obecnie około 20% światowego rynku etykiet, producenci bardzo doceniają szybkość i elastyczność tej technologii w porównaniu do metod tradycyjnych — szczególnie wtedy, gdy potrzebują szybkich, niestandardowych rozwiązań bez konieczności ponoszenia dużych ryzyk.
Testy w laboratoriach dostarczają nam ważnych informacji podstawowych, ale to, co naprawdę ma znaczenie, to sposób działania produktów pod wpływem różnorodnych, jednoczesnych obciążeń w rzeczywistych warunkach. Badania środowisk produkcyjnych wykazują, że zwykłe kleje akrylowe ulegają degradacji średnio o około 37 procent częściej w obszarach o wysokiej wilgotności niż sugerują to wyniki testów laboratoryjnych. Dlaczego występuje taka rozbieżność? W rzeczywistych środowiskach produkcyjnych wiele czynników działa jednocześnie: regularne zmiany temperatury, okresowy kontakt z rozpuszczalnikami, wilgotność utrzymująca się na poziomie powyżej 85% przez dłuższy czas, a nawet światło lamp fabrycznych emituje promieniowanie UV. Te czynniki zazwyczaj nie są testowane osobno w kontrolowanych warunkach. Weźmy na przykład zakłady montażu samochodów. Etykiety, które mają kontakt z mgłą chłodziwa przy jednoczesnej wilgotności 95%, ulegają uszkodzeniu około trzy razy szybciej niż te, które są narażone wyłącznie na działanie ciepła. Dlatego też współczesne metody testowania zaczęły uwzględniać takie złożone kombinacje obciążeń. Tworzą one scenariusze z dynamicznie zmieniającą się wilgotnością, jednoczesnym narażeniem na działanie światła UV i środków chemicznych oraz sił mechanicznych, aby dostarczyć producentom danych rzeczywiście odzwierciedlających warunki występujące w całym okresie użytkowania produktu.
 Gorące wiadomości
Gorące wiadomości
Prawa autorskie © Zhejiang Yueqianshu Digital Technology Co., Ltd. - Polityka prywatności